Inductor Shrink Fitting pentru inserturi cu IGBT Incalzitor de montaj contracurent
Obiectiv: Încălzirea unei carcase a pompei de combustibil din aluminiu care măsoară 8 "x 4 1/2" x 3 1/2 "la 3750F, permițând introducerea pieselor din oțel. În prezent carcasele sunt încălzite timp de peste o oră într-un cuptor cu convecție. Zonele care trebuie să aibă piese din oțel inserate măsoară 1.5 "și 0.6875" în diametru. În plus, procesul de inserție durează puțin peste un minut, așa că 3750F ar trebui menținut timp de
perioada de timp pentru finalizarea procesului.
Material: Carcasa pompei din aluminiu de 8 "x 4 1/2" x 3 1/2 "
Piese de inserție din oțel.
Temperatura: 3750F
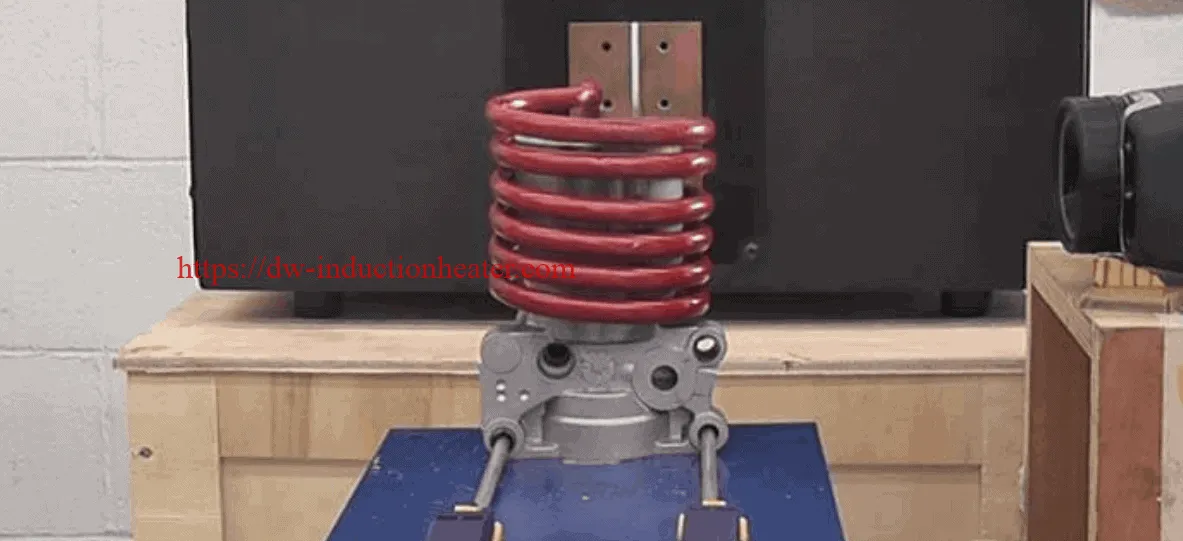
Aplicare: Prin utilizarea sursei de alimentare cu inducție în stare solidă DW-HF-25, 25 kW, s-au obținut următoarele rezultate.
- 3750F a fost atins într-un (1) minut pentru a permite inserarea.
- 20 de carcase au fost încălzite cu succes folosind o bobină de clătite cu unghi drept de cinci (5) rotiri.
Echipament: Ameritherm SP 25, 25 kW putere de alimentare cu inducție în stare solidă, incluzând o (1) stație de încălzire la distanță care conține patru (4) condensatori în valoare totală de 1.0 μF și o bobină de clătite cu unghi drept de cinci (5) rotiți din cupru de 3/16 " tub.
Frecvență: 80 kHz




