plăcile de cupru brațare se împletesc
Descriere
Obiectiv
Obiectivul testului de aplicare este de a fixa plăcile de cupru și aramă acoperite cu inducție pentru a înlocui funcționarea cu torță. Îmbinările obișnuite pot fi din alamă până la alamă sau din cupru până la cupru.
Procesul curent de torță are ca rezultat contaminanți excesivi pe ansamblu și necesită refacere extinsă după operația de brazare.
Echipament
DW-HF-25kw masina de incalzit prin inductie

materiale
• Cuptoare de cupru și alama
• Aliaj de frâu - EZ Flo 45

Parametrii cheie - plăci de cupru
Putere: 15 kW
Căldură la temperatură: Aproximativ 1350 ° F (732 ° C)
Timp: Timp mediu - 2 minute

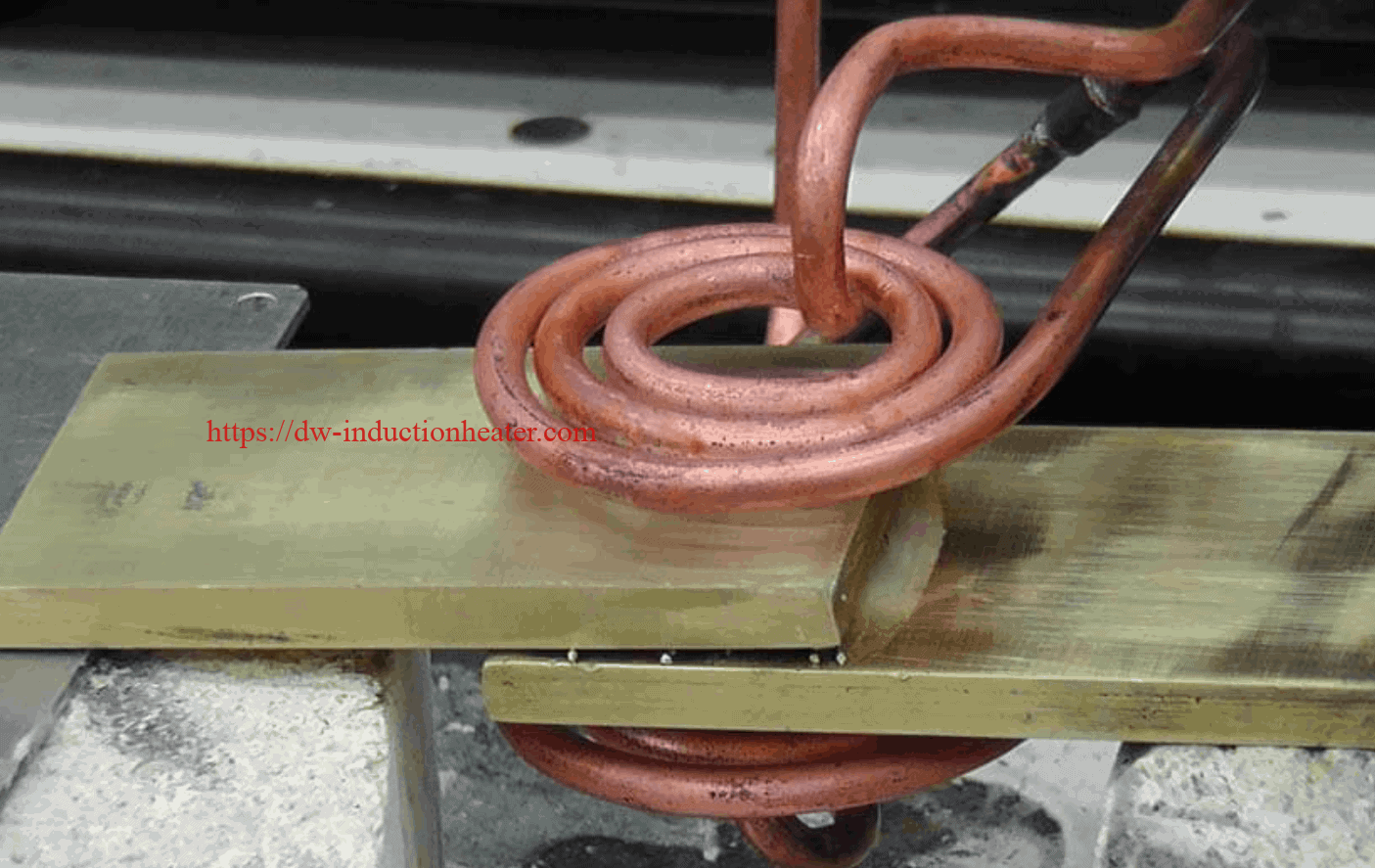
Proces și rezultate:
- Firul EZ Flo 45 a fost tăiat în lungimi de 2 ”(50.8 mm) și plasat în zona interfeței.
- Ansamblurile au fost configurate (vezi fotografiile) și încălzite cu inducție de încălzire pentru un timp mediu de 2 minute să curgă aliajul și să obțină împletirea.
Parametrii cheie - plăcile cupon din cupru din alamă
Putere: 15 kW
Căldură la temperatură: Aproximativ 1350 ° F (732 ° C)
Timp: Timp mediu - 2 minute

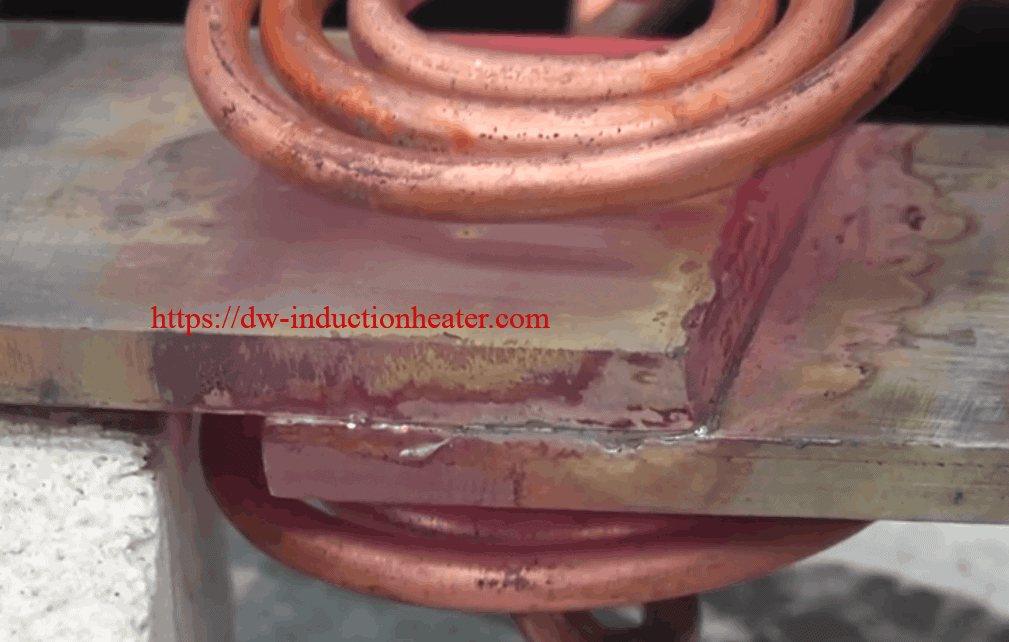
Proces și rezultate:
- Firul EZ Flo 45 a fost tăiat în lungimi de 2 ”(50.8 mm) și plasat în zona interfeței.
- Ansamblurile au fost configurate (vezi fotografiile) și încălzite timp mediu de 2 minute pentru a curge aliajul și a realiza Brazare prin inducție.





