Tuburi de cupru brazare cu inducție
Descriere
Obiectiv
Demonstrarea tubulatura de cupru cu brazdare prin inductie și timpul de frământare utilizând sistemul DW-UHF-10 kW și bobina de laborator disponibilă

Echipament
Mașină de brazare cu inducție DW-UHF-10KW
materiale
• Tub de cupru - tub de aspirație
• Pasta cu braze
Parametrii cheie
Putere: 10 kW
Temperatură: Aproximativ 1500 ° F (815 ° C)
Timp: 5 - 5.2 sec

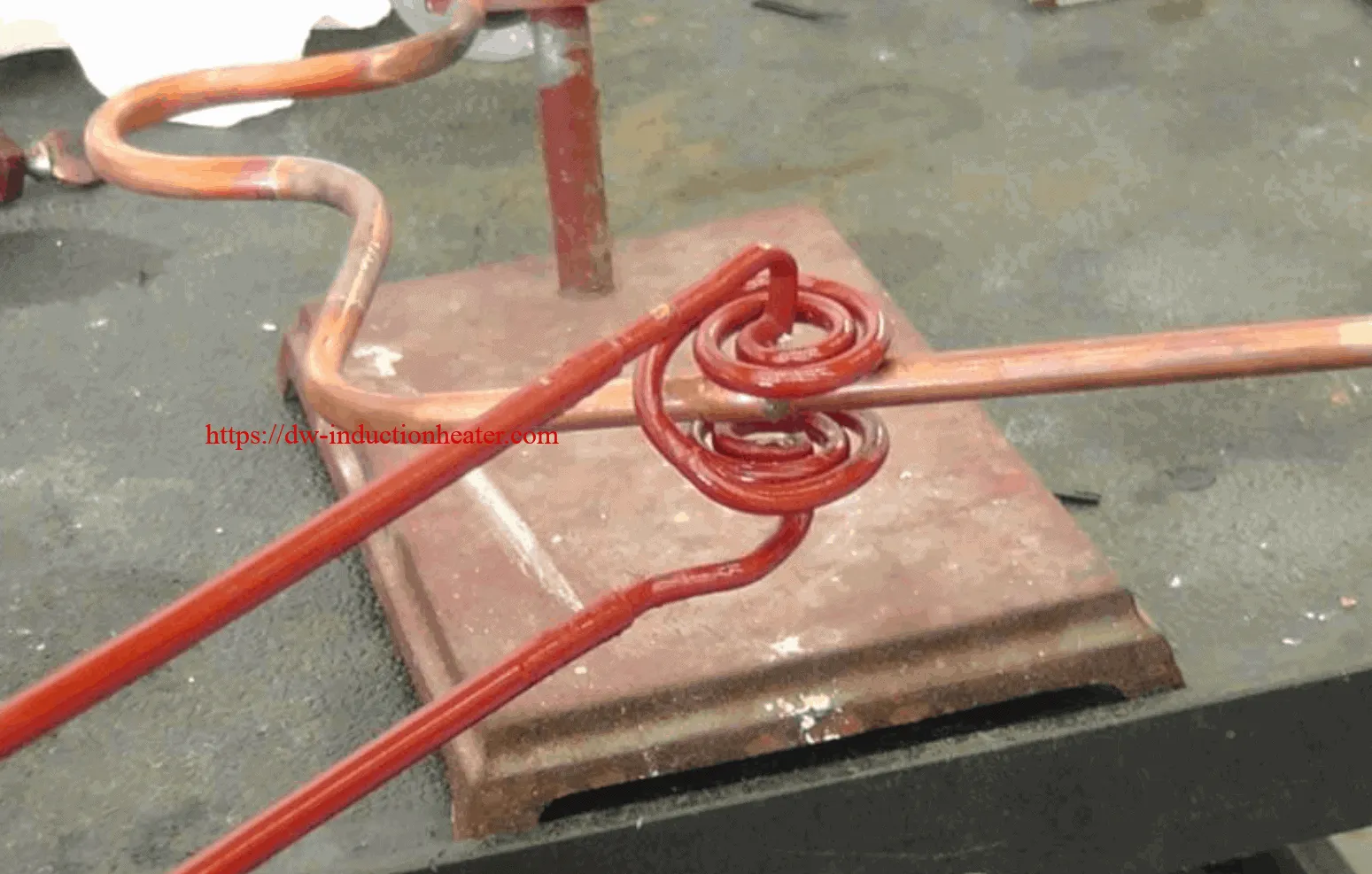
Procesul:
Întrucât un singur ansamblu a fost prevăzut pentru test, am configurat o sarcină de încercare folosind o conductă de cupru de 5/16 ”de perete grea, astfel cum un tub a acceptat celălalt la un capăt format cu flanșă deschisă. Timpul de căldură a fost estimat pe baza folosirii vopselei tempilaque pentru a indica temperatura. Ansamblul de testare (urmat de componentele furnizate) au fost asamblate cu o acoperire cu pastă de brată de aliaj 505 și introduse în bobina de testare de laborator pe fotografiile atașate. Un ciclu de căldură de 5 - 5.2 secunde a fost găsit pentru a curge aliajul și a face îmbinarea .

Rezultate / Beneficii:
- După cum sa demonstrat, modelul DW-UHF sistem de brazare prin inducție este capabil să încălzească atât cea mai mare, cât și cea mai mică secțiune tub-tub pentru a completa o îmbinare brazată. Timpii de încălzire utilizând o bobină de testare disponibilă se încadrează în așteptările de timp de căldură de producție cerute de Electrolux.
- HLQ va necesita un ansamblu complet pentru revizuire pentru a dezvolta designul final al bobinei care poate găzdui toate cele 12 îmbinări indicate pe fotografia dvs. de aspect. Este necesar să cunoașteți și să vedeți distanțele dintre conexiunile tubului care trebuie brazate și secțiunea compresorului din oțel pentru a vă asigura că carcasa din oțel nu este afectată de câmpul RF rezultat creat la bobina de încărcare. Acest proiect final poate necesita adăugarea de materiale de ferită în bobină, care vor servi la focalizarea câmpului RF către cablurile de cupru și nu către carcasa din oțel.
- Testele inițiale au fost finalizate pe DW-UHF-10kW utilizând o bobină de laborator disponibilă. Bobina de producție va fi conținută într-o carcasă neconductivă, care va permite operatorului să o folosească pentru a localiza bobina împotriva cablurilor de cupru pentru o locație de încălzire precisă și pozitivă pentru procesul de brazare. Proiectarea bobinei de producție va încorpora cabluri mai scurte decât bobina de testare și va fi configurată astfel încât ciclurile de căldură să fie îmbunătățite (timpi de încălzire mai scurți).