



Mașină de sudat țevi și țevi cu încălzitor prin inducție
Descriere
Mașină de sudat cu cusături prin inducție pentru soluții de sudură pentru țevi și țevi
Ce este sudarea prin inducție?
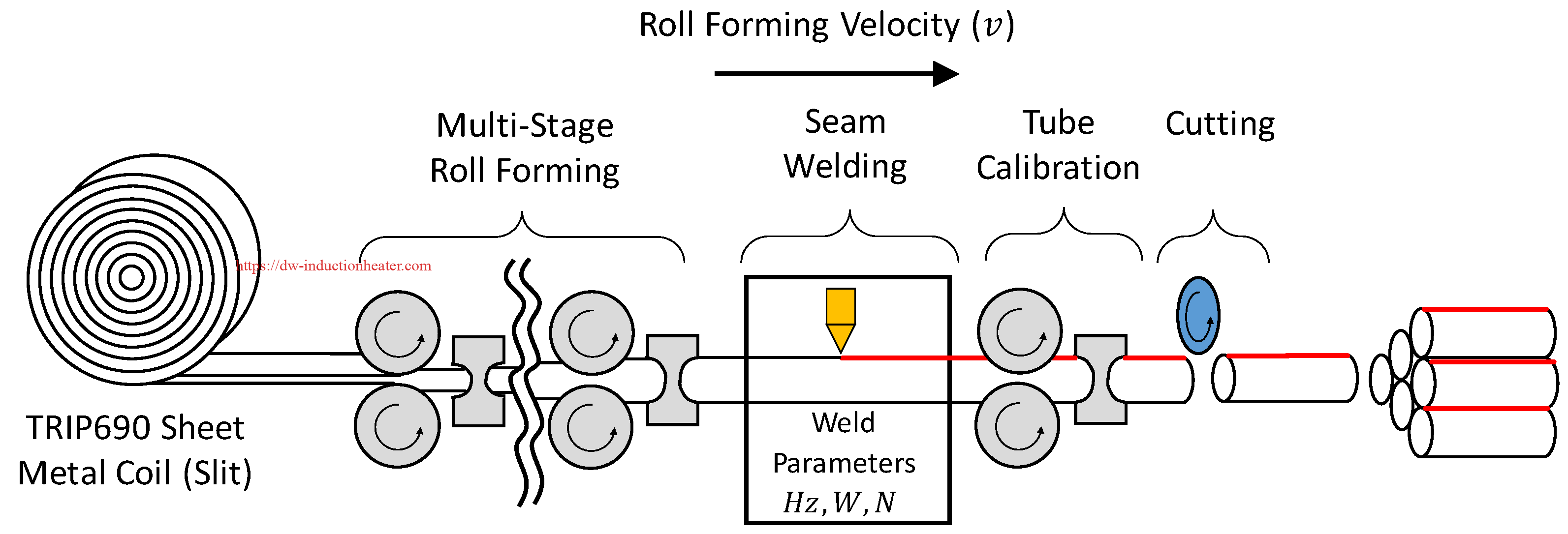
 La sudarea prin inducție, căldura este indusă electromagnetic în piesa de prelucrat. Viteza și precizia sudării prin inducție o fac ideală pentru sudarea pe margine a tuburilor și țevilor. În acest proces, țevile trec printr-o bobină de inducție la viteză mare. Pe măsură ce fac acest lucru, marginile lor sunt încălzite, apoi strânse împreună pentru a forma o cusătură de sudură longitudinală. Sudarea prin inducție este potrivită în special pentru producția de volum mare. Sudorii prin inducție pot fi echipați și cu capete de contact, transformându-le în sisteme de sudare cu două scopuri.
La sudarea prin inducție, căldura este indusă electromagnetic în piesa de prelucrat. Viteza și precizia sudării prin inducție o fac ideală pentru sudarea pe margine a tuburilor și țevilor. În acest proces, țevile trec printr-o bobină de inducție la viteză mare. Pe măsură ce fac acest lucru, marginile lor sunt încălzite, apoi strânse împreună pentru a forma o cusătură de sudură longitudinală. Sudarea prin inducție este potrivită în special pentru producția de volum mare. Sudorii prin inducție pot fi echipați și cu capete de contact, transformându-le în sisteme de sudare cu două scopuri.
Care sunt avantajele sudării prin cusături prin inducție?
 Sudarea longitudinală automată prin inducție este un proces fiabil, cu randament ridicat. Consumul redus de energie și eficiența ridicată a Sisteme de sudare prin inducție HLQ reduce costurile. Controlabilitatea și repetabilitatea lor minimizează deșeurile. Sistemele noastre sunt, de asemenea, flexibile - potrivirea automată a sarcinii asigură puterea de ieșire completă într-o gamă largă de dimensiuni de tub. Și amprenta lor mică le face ușor de integrat sau de modernizat în liniile de producție.
Sudarea longitudinală automată prin inducție este un proces fiabil, cu randament ridicat. Consumul redus de energie și eficiența ridicată a Sisteme de sudare prin inducție HLQ reduce costurile. Controlabilitatea și repetabilitatea lor minimizează deșeurile. Sistemele noastre sunt, de asemenea, flexibile - potrivirea automată a sarcinii asigură puterea de ieșire completă într-o gamă largă de dimensiuni de tub. Și amprenta lor mică le face ușor de integrat sau de modernizat în liniile de producție.
Unde se folosește sudarea prin cusături prin inducție?
Sudarea prin inducție este utilizată în industria țevilor și țevilor pentru sudarea longitudinală a oțelurilor inoxidabile (magnetice și nemagnetice), aluminiului, oțelurilor cu conținut scăzut de carbon și cu rezistență scăzută (HSLA) și multe alte materiale conductoare.

Sudor cu cusături prin inducție de înaltă frecvență
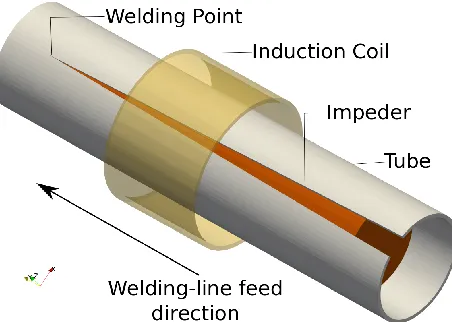
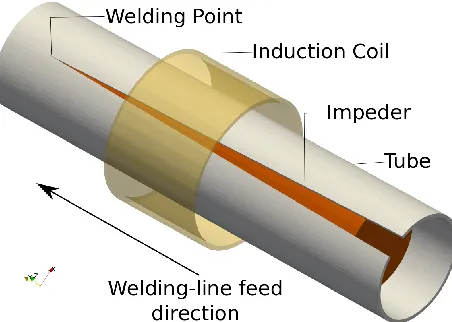
În procesul de sudare a tubului cu inducție de înaltă frecvență, curentul de înaltă frecvență este indus în tubul de cusătură deschis de o bobină de inducție situată înaintea (în amonte de) punctul de sudare, așa cum se arată în Fig. 1-1. Marginile tubului sunt distanțate atunci când trec prin bobină, formând un V deschis al cărui vârf este ușor înainte de punctul de sudare. Bobina nu intră în contact cu tubul.
Fig. 1-1
Bobina acționează ca primar al unui transformator de înaltă frecvență, iar tubul cu cusătură deschisă acționează ca un secundar cu o tură. Ca și în aplicațiile generale de încălzire prin inducție, calea curentului indus în piesa de prelucrat tinde să se conformeze formei bobinei de inducție. Majoritatea curentului indus își finalizează traseul în jurul benzii formate curgând de-a lungul marginilor și înghesuindu-se în jurul vârfului deschiderii în formă de V din bandă.
Densitatea curentului de înaltă frecvență este cea mai mare în marginile din apropierea vârfului și la vârful însuși. Are loc încălzirea rapidă, determinând ca marginile să fie la temperatura de sudare când ajung la vârf. Rolele de presiune forțează marginile încălzite împreună, completând sudarea.
Frecvența înaltă a curentului de sudare este cea care este responsabilă pentru încălzirea concentrată de-a lungul marginilor în V. Are un alt avantaj, și anume că doar o parte foarte mică din curentul total își găsește drumul în spatele benzii formate. Cu excepția cazului în care diametrul tubului este foarte mic în comparație cu lungimea în V, curentul preferă calea utilă de-a lungul marginilor tubului care formează în V.
Produs: Mașină de sudat cu cusături prin inducție
| Masina de sudat cu cusături prin inducție de înaltă frecvență (MOSFET) pentru țevi și țevi | ||||||
| Model | GPWP-60 | GPWP-100 | GPWP-150 | GPWP-200 | GPWP-250 | GPWP-300 |
| Putere de intrare | 60KW | 100KW | 150KW | 200KW | 250KW | 300KW |
| Tensiune de intrare | 3 faze, 380/400/480V | |||||
| DC Tensiune | 0-250V | |||||
| DC Current | 0-300A | 0-500A | 800A | 1000A | 1250A | 1500A |
| Frecvență | 200-500KHz | |||||
| Eficiența de ieșire | 85%-95% | |||||
| Factor de putere | Sarcină completă> 0.88 | |||||
| Presiunea apei de răcire | > 0.3 MPa | |||||
| Debitul de apă de răcire | > 60L / min | > 83L / min | > 114L / min | > 114L / min | > 160L / min | > 160L / min |
| Temperatura apei de intrare | <35 ° C | |||||
 Caracteristici tehnice:
Caracteristici tehnice:
Adevărata ajustare a puterii IGBT în stare solidă și tehnologie de control variabil al curentului, folosind unic unic IGBT cu comutare ușoară, tăiere de înaltă frecvență și filtrare amorfă pentru reglarea puterii, control al invertorului IGBT cu comutare moale de mare viteză și precis, pentru a atinge 100-800KHZ/ Aplicare produs 3 -300KW.
- Condensatorii de rezonanță de mare putere importați sunt utilizați pentru a obține o frecvență de rezonanță stabilă, pentru a îmbunătăți în mod eficient calitatea produsului și pentru a realiza stabilitatea procesului de țevi sudate.
- Înlocuiți tehnologia tradițională de reglare a puterii tiristoarelor cu tehnologia de reglare a puterii de tăiere de înaltă frecvență pentru a obține controlul nivelului de microsecunde, realizați foarte mult reglarea rapidă și stabilitatea puterii de ieșire a procesului de țevi de sudură, ondulația de ieșire este extrem de mică, iar curentul de oscilație este grajd. Netezimea și dreptatea cusăturii de sudură sunt garantate.
- Securitate. Nu există înaltă frecvență și tensiune înaltă de 10,000 de volți în echipament, ceea ce poate evita eficient radiațiile, interferența, descărcarea, aprinderea și alte fenomene.
- Are o capacitate puternică de a rezista fluctuațiilor de tensiune în rețea.
- Are un factor de putere ridicat în întreaga gamă de putere, ceea ce poate economisi energie în mod eficient.
- Eficiență ridicată și economie de energie. Echipamentul adoptă o tehnologie de comutare moale de mare putere de la intrare la ieșire, care minimizează pierderea de putere și obține o eficiență electrică extrem de ridicată și are un factor de putere extrem de ridicat în întreaga gamă de putere, economisind efectiv energie, care este diferit de tradițional în comparație cu tubul tip de înaltă frecvență, poate economisi 30-40% din efectul de economisire a energiei.
- Echipamentul este miniaturizat si integrat, ceea ce economiseste foarte mult spatiul ocupat. Echipamentul nu are nevoie de un transformator coborâtor și nu are nevoie de o inductanță mare a frecvenței de alimentare pentru reglarea SCR. Structura integrată mică oferă confort în instalare, întreținere, transport și reglare.
- Gama de frecvență de 200-500KHZ realizează sudarea țevilor din oțel și oțel inoxidabil.

HLQ Induction are cea mai cuprinzătoare gamă de soluții pentru industria tuburilor și țevilor. HLQ Induction Seam Welder este o soluție dovedită pentru sudarea oțelului inoxidabil, aluminiu, oțel cu conținut scăzut de carbon și oțel de înaltă rezistență și este posibil cel mai bun sudor prin inducție din lume.
Mai multă ieșire: potrivirea continuă a sarcinii electronice asigură puterea maximă de ieșire într-o gamă largă de dimensiuni de tub.
Mai mult timp de funcționare: funcționare rezistentă la scurtcircuit, sigură și fiabilă.
Eficiență de neegalat: Redresor cu diodă cu un factor de putere constant de 0.95 la toate nivelurile de putere și un factor de eficiență de 85-87%.
Ecologic și ecologic: Eficiența ridicată economisește energie și reduce consumul de apă de răcire.
Ușor de utilizat: Un panou de control ușor de utilizat, cu un minim de setări manuale, face aparatul de sudură cu cusături prin inducție extrem de ușor de utilizat.
 Gamă largă de mărimi de putere: de la 40 kW până la 1000 kW. O gamă de frecvență de 200-500 kHz. Design modular modern: amprenta mică și compactă economisește spațiu valoros pe podea și simplifică integrarea în linie. Până la 1000 kW disponibile într-o soluție cu un singur cabinet.
Gamă largă de mărimi de putere: de la 40 kW până la 1000 kW. O gamă de frecvență de 200-500 kHz. Design modular modern: amprenta mică și compactă economisește spațiu valoros pe podea și simplifică integrarea în linie. Până la 1000 kW disponibile într-o soluție cu un singur cabinet.
Sistem complet: Constând dintr-un redresor cu diodă, module invertor, secțiune de ieșire, bară colectoare și sistem de control al operatorului.
Garanție de neegalat: garanție de trei ani pentru modulele invertoare și cardurile de șofer pentru HLQ Induction Seam Welder.
Gamă completă de consumabile: bobine, ferită, impederi și echipamente pentru eșarfări de tuburi.