Inductor de incalzire de formare Sfat cateter cu IGBT de înaltă frecvență de încălzire Unități
Obiectiv Încălziți o mandrină de oțel răcită cu apă la 700 ° C (371 ° F) pentru a forma un vârf de cateter de teflon de înaltă calitate.
Material tubular cu cateter Teflon, ansamblu dorn
Temperatura 600-700 ° F (315-371ºC)
Frecvență 376 kHz
Echipament • Sistem de încălzire prin inducție DW-UHF-6 kW, echipat cu un cap de lucru la distanță care conține un condensator de 0.66 μF.
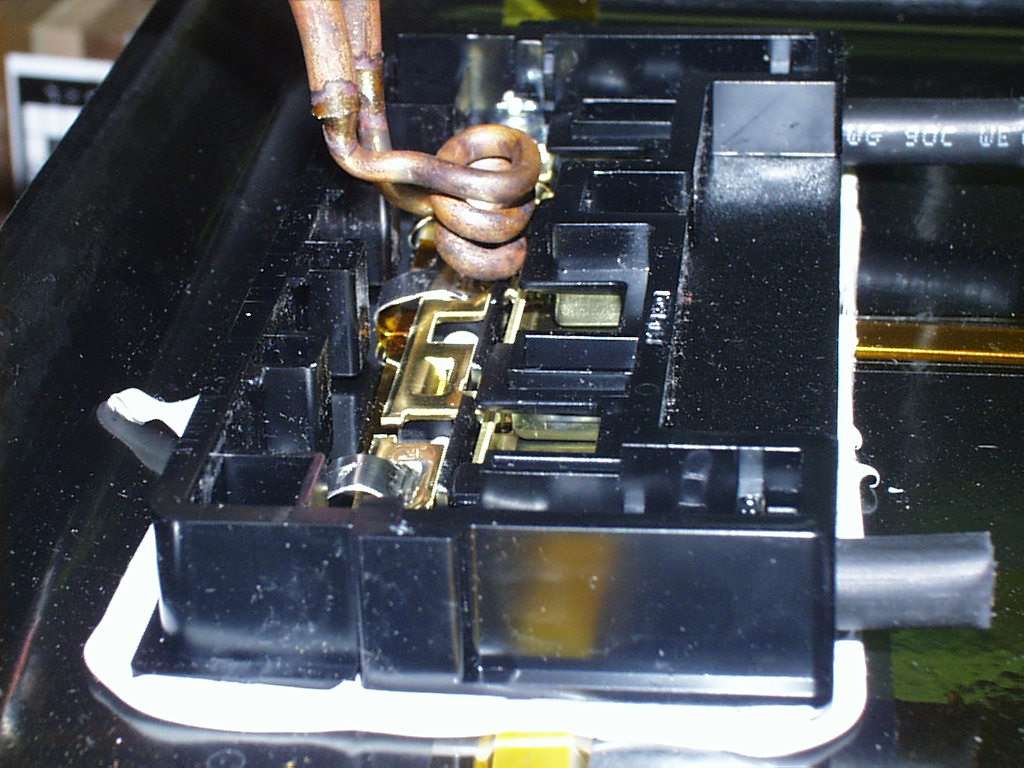
• O bobină de încălzire cu inducție proiectată și dezvoltată special pentru această aplicație.
Proces O bobină de două rotiri este utilizată pentru a încălzi mandrina de oțel la 660 ° C în 371 secunde. Pentru a forma vârful cateterului, se aplică putere RF în timp ce cateterul este ținut deasupra dornului. Tubul este apoi împins pe dorn pentru a forma un vârf consistent, uniform.
Rezultate / Beneficii Încălzirea inductivă asigură:
• Aplicare precisă și repetabilă a căldurii
• Încălzire fără contact
• Timpuri mai rapide ale ciclului